4.1 Introduction
Fluid Mechanics is that section of applied mechanics, concerned with the static and dynamics of liquids and gases.
Knowledge of fluid mechanics is essential for the chemical engineer, because the majority of chemical processing operations are conducted either partially or totally in the fluid phase. The handling of liquids is much simpler, much cheaper, and much less troublesome than the handling of solids. Even in many operations, a solid is handled in a finely divided state so that it stays in suspension in a fluid.
Fluid statics: treats fluids in the equilibrium state of no shear stress
Fluid mechanics: deals with portions of fluid in motion relative to other parts.

4.2 Volumetric properties of fluids
4.2.1 Ideal gas law
The ideal gas law is based on the kinetic theory of gases by assuming that gas molecules have a negligible volume, exert no forces on one another and collide elastically with the walls of their container.
PV= nRT
P = absolute pressure of a gas
V = volume or volumetric flow rate of the gas
n = number of moles or molar flow rate of the gas
R = the gas constant, whose value depends on the units of P, V, n, and T
T = absolute temperature of the gas
The equation may also be written as PV=nRT
Where = (V/n) is the molar volume of the gas.
A gas, whose P-V-T behavior is well represented by the above equation, is said to behave as an ideal gas or perfect gas.
4.2.2 Standard conditions
To perform P-V-T calculations utilizing the ideal gas law requires values of R with different units and it can be made easy by the following method:
PV = nRT
and for a set of arbitrarily chosen reference conditions
PsVs = nsRTs
and then to divide the first equation by the second:
PV / PsVs = nT / nsTs
4.2.3 Ideal gas mixtures
Suppose nA moles of substance A, nB moles of B, nc moles of C, etc are contained in a volume V at a temperature T and total pressure P. The partial pressure pA and partial volume vA of A in the mixture are defined as follows:
pA = The pressure that would be exerted by nA moles of A alone in the same total Volume V at the same temperature T.
vA = The volume that would be occupied by nA moles of A alone at the total pressure P and temperature T of the mixture.
Consider each of the individual mixture components and that the mixture as a whole behaves in an ideal manner (this is the definition of an ideal gas mixture). If there are n moles of all species in the volume V at a pressure P and temperature T, then
PV = nRT
In addition, from the definition of partial pressure,
pAV = nART
Dividing the second equation by the first yields

4.3 Liquid-column manometers
A Manometer is a pressure measuring device .The height, or head, to which a fluid rises in an open vertical tube fixed to an apparatus containing a liquid, is a direct measure of the pressure at the point of attachment.
This principle is applied to liquid column manometers:
- For high vacuums or for high pressures and large pressure differences, the gauge liquid is a high-density liquid, e.g. mercury
- For low pressures and small pressure differences, a low-density liquid is used, e.g. Alcohol, water, or carbon tetrachloride
4.3.1 Types of liquid-column manometers
Open manometer
In the “open” type, air exerts pressure on the liquid in one arm of the U-tube. The difference in liquid level in the two arms is a measure of the gas pressure relative to air pressure.

Open U tube manometer
Closed U tube manometer
The “closed” type of manometer has a vacuum above the liquid in one arm. The pressure measured with an instrument of this type does not depend on the pressure of the air and is called the absolute pressure. This manometer can be used to measure the pressure of the air itself. Such a manometer (one used to measure atmospheric pressure) is called a barometer.
Differential U tube
In some cases, however, the difference between pressures at ends of the manometer tube is desired rather than the actual pressure at the either end. A manometer to determine this differential pressure is known as differential pressure manometer.
Mercury manometer
The mercury manometer employs two mercury reservoirs. The mercury in one reservoir is displaced by gas pressure changes resulting from water-level fluctuations over the orifice. This displacement activates a motor that moves the other reservoir to balance the pressure change. This movement is converted to a shaft rotation for recording.

Mercury manometer
Well type manometer
Well manometers are direct reading device used for process monitoring, general-purpose production testing or laboratory measurement. These instruments may also be used for tank level, flow measurement and leak detection. Well manometers are constructed of aluminum channel, stainless steel end blocks and stainless steel manometer well. The glass tubing is a yoke packed with viton gaskets at each end block and is supported at spaced intervals to prevent distortion. In most cases, the uncertainty of a manometer reading is + 1/2 of the smallest scale graduation. This is due to the human eye’s ability to interpolate between graduations

Well type manometer
Inclined type manometer
Inclined manometers offer greater readability by stretching a vertical differential along an inclined indicating column, giving more graduations per unit of vertical height. This effectively increases the instrument’s sensitivity and accuracy. Scales are typically graduated to the hundredth of an inch.

Inclined type manometer
Mercury barometer
Most barometers are manufactured with a scale calibrated to read the height of a column of mercury in millimeters. The average pressure of the air will support a column of mercury 760 mm high.
4.3.3 Limitations of manometer
- While it can be adapted to measure very small pressure differences, it cannot be used conveniently for large pressure differences - although it is possible to connect a number of manometers in series and to use mercury as the manometric fluid to improve the range
- Some liquids are unsuitable for use because they do not form well-defined menisci. Surface tension can also cause errors due to capillary rise; this can be avoided if the diameters of the tubes are sufficiently large - preferably not less than 15 mm diameter
- A major disadvantage of the manometer is its slow response, which makes it unsuitable for measuring fluctuating pressures
- It is essential that the pipes connecting the manometer to the pipe or vessel containing the liquid under pressure should be filled with this liquid and there should be no air bubbles in the liquid
4.4 Mechanical pressure gauges
Gauges with an elastic measuring element are used extensively to measure pressures in technical applications because they are both robust and easy to handle. These gauges incorporate measuring elements, which deform elastically under the influence of pressure. Mechanical pressure gauges are manufactured with bourdon tube, diaphragm, and bellow and spring elements and are accordingly different. The measuring elements are made of copper alloys, alloyed steels or produced with special materials for specific measuring applications.
Pressures are only measurable in conjunction with a reference pressure. The atmospheric pressure alone serves as reference pressure and the pressure gauge shows how much higher or lower the measured pressure is in relation to the given atmospheric pressure (i.e. an overpressure measuring instrument). The pressure is shown in standard measuring ranges on over 270 degrees on the dial. Liquid filled pressure gauges offer optimal protection against destruction by high dynamic pressure loads or vibrations as a result of their cushioning. Switching operations can be carried out when combined with alarm contacts. Electrical output signals (for example, 4...20mA) can be used for industrial process automation in combination with transmitters.
4.4.1 Types of mechanical pressure gauges
Bourdon and Diaphragm Gauges that show both pressure and vacuum indications on the same dial are called compound gauges.
Bourdon-tube gauge
Bourdon tubes are circular-shaped tubes with an oval cross-sectional appearance. The pressure of the media acts on the inside of this tube, which results in the oval cross section becoming almost round. Because of the curvature of the tube ring, the bourdon tube bends when tension occurs. The end of the tube, which is free, moves, thus being a measurement for the pressure. A pointer indicates this movement. Bourdon tubes bent at an angle of approx. 250° are used for measuring pressures up to approximately 60 bar.
For higher pressure, Bourdon tubes are utilized which has a number of superimposed coils of the same diameter (i.e. helical coils) or helical-shaped coils (i.e. helical springs) at one level. Bourdon tubes can only be protected against overload to a limited extent. For specific measuring operations, the pressure gauge can be provided with a chemical seal as a separation or protection system.
The pressure ranges are between 0...0.6 and 0...4000 bar with a reading accuracy (or accuracy class) from 0.1 to 4.0%.

Bourdon gauge
Diaphragm gauge
Diaphragm elements are circular-shaped, convoluted membranes. They are either clamped around the rim between two flanges or welded and exposed t to the pressure of the media acting on one side. The deflection caused in this way is used as a measurement for the pressure and is indicated by a pointer. When compared with bourdon tubes, these diaphragm elements have a relatively high activating force and because of the circular clamping of the element, they are insensitive to vibration. The diaphragm element can be subjected to higher overload through load take-up points (by bringing the diaphragm element against the upper flange).

Diaphragm gauge
The measuring instrument can also be protected against extremely corrosive media by coating with special material or covering with foil. Pressure ranges are between 0...16 mbar and 0...40 bar in accuracy class 0.6 to 2.5.
4.4.2 Pressure gauges with capsule element
The capsule element comprises of two circular-shaped, convoluted membranes sealed tight around their circumference. The pressure acts on the inside of this capsule. A pointer indicates the stroke movement as a measurement of pressure. Pressure gauges with capsule elements are more suitable for gaseous media and relatively low pressures. Overload protection is possible within certain limits. The activating force is increased if a number of capsule elements are connected mechanically in series (a so-called capsule element “package”). Pressure ranges are between 0...2.5 mbar and 0...0.6 bar in the accuracy class 0.1 to 2.5.

Gauge with capsule element
Absolute pressure gauges
These instruments are employed where pressures are to be measured independently of the natural fluctuations in atmospheric pressure. As a rule, all the known types of element and measuring principles can be applied.

Absolute gauge
The pressure of the media to be measured is compared against a reference pressure, which at the same time is absolute zero. For this purpose, an absolute vacuum is given as reference pressure in a reference chamber on the side of the measuring element not subject to pressure. Sealing off the appropriate measuring chamber or surrounding case accomplishes this function. Measuring element movement transmission and pressure indication follow in the same way as with the already described overpressure gauges.
Differential pressure gauges
The difference between two pressures is evaluated directly and shown on the differential pressure gauge. Two sealed medium chambers are separated by the measuring element or measurement elements, respectively. If both operating pressures are the same, the measuring element cannot make any movement and no pressure will be indicated. A differential pressure reading is only given when one of the pressures is either higher or lower. Low differential pressures can be measured directly in the case of high static pressures.

Gauge differential pressure gauge
Very high overload capability is reached with diaphragm elements. The permissible static pressure and the overload capability on the + und - side must be observed. Transmission of the measuring element movement and pressure indication is the same as with the already described overpressure gauges in the majority of cases. Pressure ranges are between 0...16 mbar and 0...25 bar in the accuracy class 0.6 to 2.5.
The typical areas of application are:
- Filter technology (monitoring filter pollution)
- Filling level measurement (in enclosed containers)
- Flow measurement (pressure drop)
4.5 Measurement of fluid flow
Measuring fluid flow is one of the most important factors of process control. In fact, it may well be the most frequently measured process variable.
Different types of meters are used industrially, including:
- Meters based on direct weighing or measurement of volume
- Variable-head meters
- Area meters
- Current meters
- Positive-displacement meters
- Magnetic meters
- Ultrasonic meters
Most widely used for flow measurement are the several types of variable-head meter and area meters.
4.5.1 Variable head meters
Head meters are the most common types of meter utilized to measure fluid flow rates. They measure fluid flow indirectly by creating and measuring a differential pressure by means of an obstruction to the fluid flow. Using well-established conversion coefficients, which depend on the type of head meter used and diameter of the pipe, a measurement of the differential pressure may be translated into a volume rate.
Head meters are simple, reliable, and offer more flexibility than other flow measurement methods. The head-type flow meter usually consists of two components:
- Primary device
The primary devices are placed in the pipe to restrict the flow and develop a differential pressure. The primary device can be selected for compatibility with the specific fluid or application - Secondary devices
The secondary device measures the differential pressure and provides readout or signal for transmission to a control-measuring device is not required in the field. The secondary device can be selected for the type or readout of signal transmission desired
Venturi meter
In this meter, the fluid is accelerated by its passage through a converging cone of angle 15-20°. The pressure difference between the upstream end if the cone and the throat are measured which provide the signal for the rate of flow. The fluid is then retarded in a cone of smaller angle (5-7°) in which large proportion of kinetic energy is converted back to pressure energy. Because of the gradual reduction in the area, there is no vena contracta and the flow area is a minimum at the throat so that the coefficient of contraction is unity.
The attraction of this meter lies in its high-energy recovery so that it may be used where only a small pressure head is available, though its construction is expensive.
To make the pressure recovery large, the angle of downstream cone is small, so boundary layer separation is prevented and friction minimized. Since separation does not occur in a contracting cross section, the upstream cone can be made shorter than the downstream cone with but little friction, and space and material are thereby conserved.
Although venturi meters can be applied to the measurement of gas, they are most commonly used for liquids. Venturi tube applications are generally restricted to those requiring a low-pressure drop and a high accuracy reading. They are widely used in large diameter pipes such as those found in waste treatment plants because their gradually sloping shape will allow solids to flow through it.
Orifice meter
The orifice meter consists of a flat orifice plate with a circular hole drilled in it. There is a pressure tap upstream from the orifice plate and another just downstream. There are three recognized methods of placing the taps. And the coefficient of the meter will depend upon the position of taps.

Orifice meter
The principle of the orifice meter is identical with that of the venturi meter. The reduction of the cross section of the flowing stream in passing through the orifice increases the velocity head at the expense of the pressure head, and the reduction in pressure between the taps is measured by a manometer. Bernoulli’s equation provides a basis for correlating the increase in velocity head with the decrease in pressure head.
A practical advantage of this device is that cost does not increase significantly with pipe size.
Flow nozzle
Flow nozzles may be assumed a variation on the venturi tube. The nozzle opening is an elliptical restriction in the flow but with no outlet area for pressure recovery. Pressure taps are located approximately 1/2 pipe diameter downstream and 1 pipe diameter upstream.

Flow nozzle assembly
The flow nozzle is a high velocity flow meter used where turbulence is quite high (Reynolds numbers above 50,000) such as in steam flow at high temperatures. The pressure drop of a flow nozzle falls between that of the venturi tube and the orifice plate (30 to 95 percent).
Pitot tube
The pitot tube is a device to measure the local velocity along a streamline. The pitot tube has two tubes: one is static tube (b), and another is impact tube (a). The opening of the impact tube is perpendicular to the flow direction. The opening of the static tube is parallel to the direction of flow. The two legs are connected to the legs of a manometer or equivalent device for measuring small pressure differences. The static tube measures the static pressure, since there is no velocity component perpendicular to its opening. The impact tube measures both the static pressure and impact pressure (due to kinetic energy). In terms of heads, the impact tube measures the static pressure head plus the velocity head.

Pitot tube
The pitot tube measures the velocity of only a filament of liquid, and hence it can be used for exploring the velocity distribution across the pipe cross-section. If, however, it is desired to measure the total flow of fluid through the pipe, the velocity must be measured at various distances from the walls and the results integrated. The total flow rate can be calculated from a single reading only of the velocity distribution across the cross-section is already known.
4.5.2 Area meters
These meters consist of devices in which the pressure drop is nearly constant. The area through which the fluid flows varies with the flow rate. The area is related through proper calibration to the flow rate.
Rotameters
Rotameters (also known as variable-area flowmeters) are typically made from a tapered glass tube that is positioned vertically in the fluid flow. A float that is the same size as the base of the glass tube rides upward in relation to the amount of flow. Because the tube is larger in diameter at the top of the glass than at the bottom, the float resides at the point where the differential pressure between the upper and lower surfaces balance the weigh if the float. In most rotameter applications, the flow rate is read directly from a scale inscribed on the glass; in certain cases, an automatic sensing device is used to sense the level of the float and transmit a flow signal. These “transmitting rotameters” are often made from stainless steel or other materials for various fluid applications and higher pressures.

Rotameter principle
It comprises of a gradually tapered glass tube mounted vertically in a frame with the large end up. The fluid flows upward through the tapered tube and freely suspends a float. The float is the indicating element. The entire fluid stream must flow through the annular space between the float and the tube wall. The tube is marked in divisions and the reading of the meter is obtained from the scale reading of the float. A calibration curve must be available to convert the observed scale reading to flow rate. Rotameters can be used for either liquid or gas flow measurements.
Rotameters may range in size from 1/4 inch to greater then 6 inches. They measure a wider band of flow (10 to 1) than an orifice plate with an accuracy of ±2 percent, and a maximum operating pressure of 300 psig when constructed of glass. Rotameters are commonly used for purge flows and levels.
Target meters
In a target meter a sharp-edged disk is fixed at right angles to the direction of flow and the drag force exerted by the fluid is measured. The flow rate is proportional to the square root of this force and to the fluid density. Target meters are rugged and inexpensive and can be used with a variety of fluids, even viscous liquids and slurries. The bar mechanism, however, tends to clog if the solids content of the slurry is high.

Target flow mechanism
Target flowmeters may be used where rough accuracy is required or where the fluid is extremely dirty. A disk or body is immersed into the fluid stream perpendicular to the flow. The differential pressure forces acting on the target are sensed by a strain either gage or force balance method. The magnitude of the strain gage signal or energy required to maintain balance is proportional to the fluid flow. Target flow meters may be used in applications where the flowing fluid has sufficient momentum to cause the required pressure differential.

Target flow meter
The target flowmeter is located where turbulence, pulsation, or vibrations are minimized. If mass flow rate outputs are required, then the target flowmeter requires other readings to infer mass flow. Manual or computer calculations incorporating physical process measurements such as absolute pressure, differential pressure, temperature and viscosity readings must be applied to the output signal to obtain the actual flow rate. These meters typically have a turn down ratio of 10:1.
Vortex-shedding meters
As the fluid flows over a bluff body, vortices are alternately formed downstream on either side of the bluff body. The frequency of the vortices is proportional to the fluid velocity.

Vortex shedding mechanism
Various sensing methods can be applied to measure the frequency of the vortices. If mass flow rate outputs are required, then the vortex shedder flowmeter requires other readings to infer mass flow. Manual or computer calculations incorporating physical process measurements such as absolute pressure, differential pressure, temperature and viscosity readings must be applied to the output signal to obtain the actual flow rate.

Vortex shedding assembly
In a vortex-shedding meter, the “target” is a bluff body, often trapezoidal in cross section. The body is designed to create, when flow is turbulent, a “vortex street” in its wake. Sensors close to the bluff body measure the pressure fluctuations and hence the frequency of the vortex shedding from which the volumetric flow rates may be inferred.
These meters are suitable for many types of fluids, including high-temperature gas and steam. The minimum Reynolds number required for a linear response is fairly high, so the flow rate of high viscous liquids cannot be measured by this type of instrument.

Vortex flow meter
Turbine meters
Turbine flowmeters consist of inlet flow conditioners, rotor, rotor supports, rotor bearings, housing, and signal pick-off coil. A turbine rotor has multiple blades, and the velocity of rotation sensed by the pick-off coil is proportional to flow.

Turbine meter
Turbine flowmeters are sensitive to density and viscosity fluctuations. If mass flow rate outputs are required, then the turbine flowmeter requires other readings to infer mass flow. Manual or computer calculations incorporating physical process measurements such as absolute pressure, differential pressure, temperature and viscosity readings must be applied to the output signal to obtain the actual flow rate. Clean fluids are required to prevent contamination of the bearings unless sealed bearings are used. Turbine meters typically have a turn down ratio of 10:1, but with special care, it is possible to achieve 20:1. Other rotational meters are the propeller, paddle wheel, impeller, rotor and rotating cup flowmeters. They are exceptionally accurate when used under proper conditions but tend to be fragile and their maintenance costs may be high.
4.5.3 Positive displacement meters
Positive Displacement (PD) flow meters measure the volumetric flow rate of a liquid or gas by separating the flow stream into known volumes and counting them over time. Vanes, gears, pistons, or diaphragms are used to separate the fluid. PD flow meters provide good to excellent accuracy and are one of only a few technologies that can be used to measure viscous liquids. Positive displacement flow meters may incorporate oval gears, helical gear, pistons, lobed impeller, sliding vanes, or nutating disks. This type of flow meter entraps a known quantity of fluid per pulse and by totaling up the pulses over time the fluid flow rate is known. If mass flow rate outputs are required, then the positive displacement flow meter requires other readings to infer mass flow. Manual or computer calculations incorporating physical process measurements such as absolute pressure, differential pressure, temperature and viscosity readings must be applied to the output signal to obtain the actual flow rate.
They are very accurate and suitable for clean gases and liquids, even viscous ones. They perform well under high viscosities and can handle dirty liquids or slurries. They are relatively expensive and may be costly to operate.
Reciprocating piston meters
Reciprocating piston meters are of the single and multiple-piston types. The specific choice depends on the range of flow rates required in the particular application. Piston meters can be used to handle a wide variety of liquids. Liquid never encounters with gears or other parts that might clog or corrode.

Reciprocating piston meter
Oval-gear meters
Oval-gear meters have two rotating, oval-shaped gears with synchronized, close fitting teeth. A fixed quantity of liquid passes through the meter for each revolution. Shaft rotation can be monitored to obtain specific flow rates.

Oval gear meter
Rotary-vane meters
Rotary-vane meters are available in several designs, but they all operate on the same principle. The basic unit comprises of an equally divided, rotating impeller (containing two or more compartments) mounted inside the meter’s housing. The impeller is in continuous contact with the casing. A fixed volume of liquid is swept to the meter’s outlet from each compartment as the impeller rotates. The revolutions of the impeller are counted and registered in volumetric units
The Rotary positive displacement gas meters are designed to measure gas volumes with a high degree of accuracy. The measuring chamber is machined out of solid metal so the displaced volume is fixed by the dimensions of the impellers and measuring body. Since the displaced volume is fixed, the accuracy of the meter remains constant over time. The flow of the gas causes the rotation of the impellers.
Nutating-disk meters
Nutating-disk meters have a moveable disk mounted on a concentric sphere located in a spherical side-walled chamber. The pressure of the liquid passing through the measuring chamber causes the disk to rock in a circulating path without rotating about its own axis. It is the only moving part in the measuring chamber.
A pin extending perpendicularly from the disk is connected to a mechanical counter that monitors the disk’s rocking motions. Each cycle is proportional to a specific quantity of flow. As is true with all positive-displacement meters, viscosity variations below a given threshold will affect measuring accuracies. Many sizes and capacities are available. The units can be made from a wide selection of construction materials.
The most common type of displacement flow meter is the nutating disk, or wobble plate meter.
This type of flow meter is normally used for water service, such as raw water supply and evaporator feed. The movable element is a circular disk, which is attached to a central ball. A shaft is fastened to the ball and held in an inclined position by a cam or roller. The disk is mounted in a chamber, which has spherical sidewalls and conical top and bottom surfaces. The fluid enters an opening in the spherical wall on one side of the partition and leaves through the other side. As the fluid flows through the chamber, the disk wobbles, or executes a nutating motion. Since the volume of fluid required making the disc complete one revolution is known, the total flow through a nutating disc can be calculated by multiplying the number of disc rotations by the known volume of fluid.
To measure this flow, the motion of the shaft generates a cone with the point, or apex, down. The top of the shaft operates a revolution counter, through a crank and set of gears, which is calibrated to indicate total system flow. A variety of accessories, such as automatic count resetting devices, can be added to the fundamental mechanism, which performs functions in addition to measuring the flow.

Nutating disc meter
4.5.4 Magnetic meters
Magnetic flow meters follow Faraday’s law of Electromagnetic induction. In a magnetic flowmeter, an electromotive force (flux) is generated perpendicular to the conductive fluid as it passes through a magnetic field in a nonmagnetic conduit. An electromagnet is excited by a pulsed DC either current or sinusoidal AC current. Through ion exchange an electro-motive-force (emf) is produced across an electrode pair, thereby providing the magnetic flowmeter with an emf output signal proportional to the fluid velocity. Magnetic flowmeters are used in conductive liquid applications exclusively. Normally, when installed they provide an unobstructed flow. Typically the minimum conductivity of the fluid is in the order of 0.1 microsiemns/cm so magnetic flowmeters won’t work for most gases and petroleum products. These meters typically have a turn down ratio of 10:1.
Electromagnetic meters
Electromagnetic meters can handle most liquids and slurries, providing that the material being metered is electrically conductive. The flow tube mounts directly in the pipe. Pressure drop across the meter is the same as it is through an equivalent length of pipe because there are no moving parts or obstructions to the flow. The voltmeter can be attached directly to the flow tube or can be mounted remotely and connected to it by a shielded cable

Electro magnetic meter
Electromagnetic meters are used widely in urban and wastewater systems and in industrial applications where a high degree of accuracy is required. They could be used in similar configurations to ultrasonic meters.
Electromagnetic flowmeters have major advantages:
- High degree of accuracy (<0.5%±) and consistent over full flow range when calibrated correctly
- No obstructions to flow
- Robust with only minimal routine maintenance
- They can measure difficult and corrosive liquids and slurries
- They can measure forward as well as reverse flow with equal accuracy
Disadvantages:
- Relatively high cost
- Power supply required
- Electronic components liable to lightning damage
- Repairs require skilled technician and specialized equipment
These meters are non-intrusive. They create no pressure drop in the fluid. The rate of flow is measured from outside the tube. Commercial magnetic meters can measure the velocity of almost all liquids except hydrocarbons, whose electrical conductivity is too small.
4.5.5 Ultrasonic meters
The ultrasonic meter can measure water, wastewater, hydrocarbon liquids, organic or inorganic chemicals, milk, beer, lube oils and the list goes on. The basic requirement is that the fluid is ultrasonically conductive and has a reasonably well formed flow. Clamp-on ultrasonic flowmeters measure flow through the pipe without any contact with the process media, ensuring that corrosion and other effects from the fluid will not affect the workings of the sensors or electronics.
Doppler and transit-time flowmeters are two types of ultrasonic flow meters that have been extensively used in liquid applications. Both transit time and Doppler ultrasonic flowmeters may use clamp-on sensors with their associated assemblies and detect flow rate from the outside of the pipe without stopping the process or cutting through the pipe.
The ultrasonic transducers can be mounted in one of two modes. The upstream and downstream ultrasonic transducers can be installed on opposite sides of the pipe (diagonal mode) or on the same side (reflect mode)

Transducer mounting
The electronics unit will measure internally, the time it takes signals to transmit from one transducer to another. At zero flow, we see no difference in time, but when flow is introduced, time for the transmission of signal from the downstream transducer to the upstream transducer will take longer than the upstream to downstream. Hence, we will see a time differential, which has a relationship with the velocity of the fluid being measured. Knowing the internal diameter of the pipe, we can now calculate a volumetric flow for the liquid.
Obviously there are factors such as solid and liquid refractive angles, error transmissions and poor sonic conductivity at times, but the inbuilt software will normally deal with these by telling us how we should space the transducers and by rejecting erroneous data it receives.
It is important when installing an ultrasonic transit time flow meter to select a location where we would find the most fully formed flow profile, this means that we should avoid bends and try to install our meters on straight runs of pipe. A rule of thumb in the industry is to give at least 10 diameter lengths upstream and 5 lengths downstream. If we are measuring liquids such as water with known properties and sonic velocities, we can further check our measurements by several diagnostic methods. Using the keypad we can see what the actual sonic velocity of water is being measured on our installation. This is one of the simplest and quickest methods.
4.5.6 Coriolis meters
Coriolis meters measure the mass rate of flow directly as opposed to volumetric flow. Because mass does not change, the meter is linear without having to be adjusted for variations in liquid properties. It also eliminates the need to compensate for changing temperature and pressure conditions. The meter is especially useful for measuring liquids whose viscosity varies with velocity at given temperatures and pressures.
Coriolis meters are also available in various designs. A popular unit consists of a U-shaped flow tube enclosed in a sensor housing connected to an electronics unit. The sensing unit can be installed directly into any process. The electronics unit can be located up to 500 feet from the sensor.

Coriolis meters
Inside the sensor housing, the U-shaped flow tube is vibrated at its natural frequency by a magnetic device located at the bend of the tube. The vibration is similar to that of a tuning fork, covering less than 0.1 in. and completing a full cycle about 80 times/sec. As the liquid flows through the tube, it is forced to take on the vertical movement of the tube. When the tube is moving upward during half of its cycle, the liquid flowing into the meter resist being forced up by pushing down on the tube.

U shaped flow tube
Having been forced upward, the liquid flowing out of the meter resists having its vertical motion decreased by pushing up on the tube. This action causes the tube to twist. When the tube is moving downward during the second half of its vibration cycle, it twists in the opposite direction. The amount of twist is directly proportional to the mass flow rate of the liquid flowing through the tube. Magnetic sensors located on each side of the flow tube measure the tube velocities, which change as the tube twists. The sensors feed this information to the electronics unit, where it is processed and converted to a voltage proportional to mass flow rate. The meter has a wide range of applications from adhesives and coatings to liquid nitrogen.
4.5.7 Calorimetric meter
Calorimetric or energy balance thermal mass flowmeters require one heating element and two temperature sensors. Although many design variations exist, they all have a similar operating method. Typically, the heater is attached to the middle of a flow tube with a constant heat input. Two matched RTDs or thermocouples are attached equidistant upstream and downstream of the heater.
The temperature differential at flowing conditions is sensed, producing an output signal. Because both temperature sensors see the same temperature and pressure effects, the design is inherently unaffected by density changes and the result will be a true mass flow output. Limitations of this flowmeter design would commonly be a maximum flow rate of 200 liters per minute, non-industrial packaging, and a tendency to clog in dirty fluids. These meters typically have a turn down ratio of 10:1.

Calorimetric meter
Constant power thermal mass flow meters
Constant power thermal mass flowmeters are thermal (heat loss) mass flowmeters and require three active elements. A constant current heating element is coupled to an RTD. This heated RTD acts a heat loss flow sensor while a second RTD operates as an environmental temperature sensor. When the fluid is at rest the heat loss is at a minimum. Heat loss increases with increasing fluid velocity. In this method of operation the mass of the sensor must change, it’s temperature, making it slow to respond to fluid velocity changes. In addition, this method of operation has a limited useful temperature range due to the constant current applied.

Constant power thermal mass flowmeter
The dynamic temperature range may be widened by applying more power (current) to the heater, but this can result in excessive heat applied to the heater when the fluid is at rest. The effects of variations in density are virtually eliminated by molecular heat transfer and sensor temperature corrections. These meters typically have a turn down ratio of 100:1.
Constant temperature thermal mass flow meters
Constant temperature thermal mass flowmeters are thermal mass flowmeters (heat loss). There are three basic operating methods, which are commonly used to excite the sensor. Constant temperature thermal mass flowmeters require two active sensors (typically platinum RTDs) that are operated in a balanced state. One acts as a temperature sensor reference; the other is the active heated sensor. Heat loss produced by the flowing fluid tends to unbalance the heated flow sensor and it is forced back into balance by the electronics. With this method of operating the constant temperature sensor, only the skin temperature is affected by the fluid flow heat loss. This allows the sensor core temperature to be maintained and produces a very fast response to fluid velocity and temperature changes. Additionally, because the power is applied as needed, the system has a wide operating range of flow and temperature.

Constant temperature thermal mass flowmeter
The heated sensor maintains an index of overheat above the environmental temperature sensed by the unheated element. The effects of variations in density are virtually eliminated by molecular heat transfer and sensor temperature corrections. These meters typically have a turn down ratio of 1000:1 when properly sized.
4.5.8 Open channel meters
The common method of measuring flow through an open channel is to measure the height or HEAD of the liquid as it passes over an obstruction (a flume or weir) in the channel. Using ultrasonic level technology, open channel flow meters include a non-contacting sensor mounted above the flume or weir. By measuring the transit time or time of flight from transmission of an ultrasonic pulse to receipt of an echo, the water level or “Head” is accurately measured.
Flumes and weirs are specially designed channel shapes that characterize the flow of water. The choice of flume or weir type depends on the application: flow rate, channel shape and solids content of the water.
The traditional method to measure flow in man made channels is to introduce a restriction into the section. The liquid flowing in that channel must rise as the flowing volume is constant upstream and downstream of that section. By measuring that rise, the flow rate can be deduced. Such devises are known as flumes and weirs.
Weirs
Weirs operate on the principle that an obstruction in a channel will cause water to back up, creating a high level (head) behind the barrier. The head is a function of flow velocity, and, therefore, the flow rate through the device. Weirs consist of vertical plates with sharp crests. The top of the plate can be straight or notched. Weirs are classified in accordance with the shape of the notch. The basic types are V-notch, rectangular, and trapezoidal
A notch is an opening in the side of a measuring tank or reservoir extending above the free surface. A weir is a notch on a large scale, used, for example, to measure the flow of a river, and may be sharp edged or has a substantial breadth in the direction of flow.

Weirs
Flumes
Flumes are generally used when head loss must be kept to a minimum, or if the flowing liquid contains large amounts of suspended solids. Flumes are to open channels what venturi tubes are to closed pipes. Popular flumes are the Parshall and Palmer-Bowlus designs.

Classification of flumes
The Parshall flume consists of a converging upstream section, a throat, and a diverging downstream section. Flume walls are vertical and the floor of the throat is inclined downward. Head loss through Parshall flumes is lower than for other types of open-channel flow measuring devices. High flows velocities help make the flume self-cleaning. Flow can be measured accurately under a wide range of conditions.
Palmer-Bowlus flumes have a trapezoidal throat of uniform cross section and a length about equal to the diameter of the pipe in which it is installed. It is comparable to a Parshall flume in accuracy and in ability to pass debris without cleaning. A principal advantage is the comparative ease with which it can be installed in existing circular conduits, because a rectangular approach section is not required.
Rectangular and trapezoidal flumes function by having a constriction at the throat and/or a raised invert (bottom) at the throat. Either feature can cause critical flow at the throat in a properly operating flume. These flumes are simpler to construct, can be more easily fit into an existing channel, and can trap less sediment than a Parshall flume. However, the methodology relating discharge to measured head is more complex.
U-flumes, similar to Palmer-Bowles flumes but with a semi-circular throat, are ideal for use in culverts or pipes. Critical flow is achieved by narrowing the throat or by raising the bottom of the flume at the throat. Analysis of U flumes is similar to that of the trapezoidal flume.
Discharge through weirs and flumes is a function of level, so level measurement techniques must be used with the equipment to determine flow rates. Staff gages and float-operated units are the simplest devices used for this purpose. Various electronic sensing, totalizing, and recording systems are also available.
4.5.9 Insertion meters
A few insertion meters measure the average flow velocity but the majority measures the local velocity at one point only.

Insertion meter
4.6 Valves
It is all but impossible to design a practical fluid power system without some means of controlling the volume and pressure of the fluid and directing the flow of fluid to the operating units. This is accomplished by the incorporation of different types of valves. A valve is defined as any device by which the flow of fluid may be started, stopped, or regulated by a movable part that opens or obstructs passage. As applied in fluid power systems, valves are used for controlling the flow, the pressure, and the direction of the fluid flow.
Valves must be accurate in the control of fluid flow and pressure and the sequence of operation. Leakage between the valve element and the valve seat is reduced to a negligible quantity by precision-machined surfaces, resulting in carefully controlled clearances. This is one of the very important reasons for minimizing contamination in fluid power systems. Contamination causes valves to stick, plugs small orifices, and causes abrasions of the valve seating surfaces, which results in leakage between the valve element and valve seat when the valve is in the closed position. Any of these can result in inefficient operation or complete stoppage of the equipment. Valves may be controlled manually, electrically, pneumatically, mechanically, hydraulically, or by combinations of two or more of these methods. Factors that determine the method of control include the purpose of the valve, the design and purpose of the system, the location of the valve within the system, and the availability of the source of power.
Classification of valves
There are three principal types of control valves used in pneumatic/hydraulic systems:
- Flow control
- Pressure control
- Directional control
Some valves have multiple functions that fall into more than one classification.
4.6.1 Flow control valves
Flow control valves are used to regulate the flow of fluids in fluid-power systems. Control of flow in fluid-power systems is important because the rate of movement of fluid-powered machines depends on the rate of flow of the pressurized fluid. These valves may be operated manually, hydraulically, electrically, or pneumatically.
Ball valves
Ball valves, as the name implies, are stop valves that use a ball to stop or start a flow of fluid. As the valve handle is turned to open the valve, the ball rotates to a point where part or all of the hole through the ball is in line with the valve body inlet and outlet, allowing fluid to flow through the valve. When the ball is rotated, the hole is perpendicular to the flow openings of the valve body, the flow of fluid stops.
Most ball valves are the quick-acting type. They require only a 90-degree turn to either completely open or close the valve. However, many are operated by planetary gears. This type of gearing allows the use of a relatively small hand wheel and operating force to operate a large valve. The gearing does, however, increase the operating time for the valve.
Some ball valves also contain a swing check located within the ball to give the valve a check valve feature. There are also three-way ball valves that are used to supply fluid from a single source to one component or the other in a two-component system.
Gate valves
Gate valves are used when a straight-line flow of fluid and minimum flow restriction are needed. Gate valves are so-named because the part that either stops or allows flow through the valve acts somewhat like a gate. The gate is usually wedge-shaped. When the valve is wide open, the gate is fully drawn up into the valve bonnet. This leaves an opening for flow through the valve the same size as the pipe in which the valve is installed. Therefore, there is little pressure drop or flow restriction through the valve.
Gate valves are not suitable for throttling purposes. The control of flow is difficult because of the valve’s design, and the flow of fluid slapping against a partially open gate can cause extensive damage to the valve. Except as specifically authorized, gate valves should not be used for throttling.

Operation of a gate valve
Gate valves are classified as either rising-stem or non rising-stem valves. The stem is threaded into the gate. As the hand wheel on the stem is rotated, the gate travels up or down the stem on the threads while the stem remains vertically stationary. This type of valve will usually have a pointer indicator threaded onto the upper end of the stem to indicate the position of the gate. Valves with rising stems are used when it is important to know by immediate inspection whether the valve is open or closed and when the threads (stem and gate) exposed to the fluid could become damaged by fluid contaminants. In this valve, the stem rises out of the valve when the valve is opened.
Globe valves
Globe valves are probably the most common valves in existence. The inlet and outlet openings for globe valves are arranged in a way to satisfy the flow requirements. Figure 4.34 shows straight-, angle-, and cross-flow valves.

Types of globe valve bodies
The moving parts of a globe valve consist of the disk, the valve stem, and the hand wheel. The stem connects the hand wheel and the disk. It is threaded and fits into the threads in the valve bonnet. The part of the globe valve that controls flow is the disk, which is attached to the valve stem. (Disks are available in various designs.) The valve is closed by turning the valve stem in until the disk is seated into the valve seat. This prevents fluid from flowing through the valve (Figure 4.35 view A).

Operation of a globe valve
The edge of the disk and the seat are very accurately machined so that they form a tight seal when the valve is closed. When the valve is open (Figure 4.35 view B), the fluid flows through the space between the edge of the disk and the seat. Since the fluid flows equally on all sides of the center of support when the valve is open, there is no unbalanced pressure on the disk to cause uneven wear. The rate at which fluid flows through the valve is regulated by the position of the disk in relation to the seat. The valve is commonly used as a fully open or fully closed valve, but it may be used as a throttle valve. However, since the seating surface is a relatively large area, it is not suitable as a throttle valve, where fine adjustments are required in controlling the rate of flow.
The globe valve should never be jammed in the open position. After a valve is fully opened, the hand wheel should be turned toward the closed position approximately one-half turn. Unless this is done, the valve is likely to seize in the open position, making it difficult, if not impossible, to close the valve. Many valves are damaged in this manner. Another reason for not leaving globe valves in the fully open position is that it is sometimes difficult to determine if the valve is open or closed. If the valve is jammed in the open position, the stem may be damaged or broken by someone who thinks the valve is closed, and attempts to open it.
It is important that globe valves be installed with the pressure against the face of the disk to keep the system pressure away from the stem packing when the valve is shut.
Needle valves
Needle valves are similar in design and operation to the globe valve. Instead of a disk, a needle valve has a long tapered point at the end of the valve stem. A cross-sectional view of a needle valve is illustrated in figure 4.36. The long taper of the valve element permits a much smaller seating surface area than that of the globe valve; therefore, the needle valve is more suitable as a throttle valve. Needle valves are used to control flow into delicate gauges, which might be damaged by sudden surges of fluid under pressure. Needle valves are also used to control the end of a work cycle, where it is desirable for motion to be brought slowly to a halt, and at other points where precise adjustments of flow are necessary and where a small rate of flow is desired.

Cross-sectional view of a needle valve
Hydraulic and pneumatic globe valves
The valve consists of a valve body and a stem cartridge assembly. The stem cartridge assembly includes the bonnet, gland nut, packing, packing retainer, handle, stem, and seat. On small valves (1/8 and 1/4 inch) the stem is made in one piece, but on larger sizes it is made of a stem, guide, and stem retainer. The valve disk is made of nylon and is swaged into the stem, either for 1/8- and 1/4-inch valves, or the guide, for larger valves. The bonnet screws into the valve body with left-hand threads and is sealed by an O-ring (including a back-up ring).
The valve is available with either a rising stem or a non-rising stem. The rising stem valve uses the same port body design, as does the non-rising stem valve. The stem is threaded into the gland nut and screws outward as the valve is opened. This valve does not incorporate provisions for tightening the stem packing nor replacing the packing while the valve is in service; therefore, complete valve disassembly is required for maintenance. Figure 4.37 illustrates a rising stem hydraulic and pneumatic globe valve.

Pneumatic globe valve
4.6.2 Pressure control valves
The safe and efficient operation of fluid power systems, system components, and related equipment requires a means of controlling pressure. There are many types of automatic pressure control valves. Some of them merely provide an escape for pressure that exceeds a set pressure; some only reduce the pressure to a lower pressure system or subsystem; and some keep the pressure in a system within a required range.
Relief valves
Some fluid power systems, even when operating normally, may temporarily develop excessive pressure; for example, when an unusually strong work resistance is encountered. Relief valves are used to control this excess pressure. Relief valves are automatic valves used on system lines and equipment to prevent over-pressurization.
Most relief valves simply lift (open) at a preset pressure and reset (shut) when the pressure drops slightly below the lifting pressure. They do not maintain flow or pressure at a given amount, but prevent pressure from rising above a specific level when the system is temporarily overloaded.
Main system relief valves are generally installed between the pump or pressure source and the first system isolation valve. The valve must be large enough to allow the full output of the hydraulic pump to be delivered back to the reservoir. In a pneumatic system, the relief valve controls excess pressure by discharging the excess gas to the atmosphere.
Smaller relief valves, similar in design and operation to the main system relief valve, are used in isolated parts of the system where a check valve or directional control valve prevents pressure from being relieved through the main system relief valve and where pressures must be relieved at a set point lower than that provided by the main system relief.
Figure 4.38 shows a typical relief valve. System pressure simply acts under the valve disk at the inlet to the valve. When the system pressure exceeds the force exerted by the valve spring, the valve disk lifts off its seat, allowing some of the system fluid to escape through the valve outlet until the system pressure is reduced to just below the relief set point of the valve.

Relief valve
All relief valves have an adjustment for increasing or decreasing the set relief pressure. Some relief valves are equipped with an adjusting screw for this purpose. This adjusting screw is usually covered with a cap, which must be removed before an adjustment can be made. Some type of locking device, such as a lock nut, is usually provided to prevent the adjustment from changing through vibration. Other types of relief valves are equipped with a hand wheel for adjusting the valve. Either the adjusting screw or the hand wheel is turned clockwise to increase the pressure at which the valve will open. In addition, most relief valves are also provided with an operating lever or some type of device to allow manual cycling or gagging the valve open for certain tasks
In some hydraulic systems, there is a pressure in the return line. This backpressure is caused by restrictions in the return line and will vary in relation to the amount of fluid flowing in the return line. This pressure creates a force on the back of the valve element and will increase the force necessary to open the valve and relieve system pressure.
4.6.3 Directional control valves
Directional control valves are designed to direct the flow of fluid, at a desired time, to the point in a fluid power system where it will do work. The driving of a ram back and forth in its cylinder is an example of a directional control valve application. Various other terms are used to identify directional control valves, such as selector valve, transfer valve, and control valve. They are ideal for machine tools, production and material handling equipment, marine auxiliary power controls, off-highway and heavy construction equipment, oilfield, and farm equipment.
Directional control valves for hydraulic and pneumatic applications are similar in design and application, with one major difference: the return port of a hydraulic valve is ported through the return line to the reservoir, while the return port of a pneumatic valve is exhausted to the atmosphere. There are a number of valve porting options available, depending upon the needs of a given application.
However, they vary considerably in physical characteristics and operation. The valves may be a:
- Poppet type, in which a piston or ball moves on and off a seat
- Rotary-spool type, in which a spool rotates about its axis
- Sliding-spool type, in which a spool slides axially in a bore
Directional-control valves may also be classified according to the method used to actuate the valve element:
- Hydraulically operated
- Manually (lever or plunger action) operated
- Mechanically (cam or trip action) operated
- Electrically (solenoid action) operated
Directional-control valves may also be classified according to the number of positions of the valve elements or the total number of flow paths provided in the extreme position. For example, a three-position, four-way valve has two extreme positions and a center or neutral position. In each of the two extreme positions, there are two flow paths, making a total of four flow paths.
Poppet valve
It consists primarily of a movable poppet that closes against a valve seat. Pressure from the inlet tends to hold the valve tightly closed. A slight force applied to the poppet stem opens the poppet. The action is similar to the valves of an automobile engine. The poppet stem usually has an O-ring seal to prevent leakage. In some valves, the poppets are held in the seated position by springs. The number of poppets in a valve depends on the purpose of the valve.

Poppet valve
Spool valve
The valve element slides back and forth to block and uncover ports in the housing. Sometimes called a piston type, the sliding-spool valve has a piston of which the inner areas are equal. Pressure from the inlet ports acts equally on both inner piston areas regardless of the position of the spool. Sealing is done by a machine fit between the spool and valve body and sleeve.

Sliding-spool valve
Check valves
Check valves are used to “check” (prevent) flow in one direction while allowing flow in the opposite direction. Check valves are available in a variety of different configurations. They may be installed independently in a line, or they may be incorporated as an integral part of a sequence, counterbalance, or pressure-reducing valve. The valve element may be a sleeve, cone, ball, poppet, piston, spool, or disc. Force of the moving fluid opens a check valve; backflow, a spring, or gravity closes the valve.

Standard check valve
4.7 Fluid moving machinery
Fluids are transported by means of pumps, compressors, fans etc. The methods used to move fluid can be based on two principles:
- Machinery applying direct pressure to the fluid
- Machinery utilizing torque to generate rotation
Many different methods are used to classify pumps:
- Non-positive displacement pumps that discharge liquid in a continuous flow
- Positive displacement pumps that discharge volumes separated by a period of no discharge
- Fixed displacement pump delivers the same amount of fluid on each cycle
- Fixed delivery
- Variable delivery
- Constant volume
- Variable displacement pump is constructed so that the displacement per cycle can be varied
Pumps may also be classified according to the specific design used to create the flow of fluid. Practically all-hydraulic pumps fall within three design classifications:
- Centrifugal
- Rotary
- Reciprocating
4.8 Centrifugal pumps
4.8.1 Working mechanism of a centrifugal pump
A centrifugal pump is one of the simplest pieces of equipment in any process plant. Its purpose is to convert energy of a prime mover (a electric motor or turbine) first into velocity or kinetic energy and then into pressure energy of a fluid that is being pumped. The energy changes occur by virtue of two main parts of the pump, the impeller and the volute or diffuser. The impeller is the rotating part that converts driver energy into the kinetic energy. The volute or diffuser is the stationary part that converts the kinetic energy into pressure energy.
Note: All of the forms of energy involved in a liquid flow system are expressed in terms of feet of liquid i.e. head.
4.8.2 Components of centrifugal pumps
A centrifugal pump has two main components:
- A rotating component comprised of an impeller and a shaft
- A stationary component comprised of a casing, casing cover, and bearings.

Centrifugal pump cross section
4.8.3 Generation of centrifugal force
The process liquid enters the suction nozzle and then into eye (center) of a revolving device known as an impeller. When the impeller rotates, it spins the liquid sitting in the cavities between the vanes outward and provides centrifugal acceleration. As liquid leaves the eye of the impeller a low-pressure area is created causing more liquid to flow toward the inlet. Because the impeller blades are curved, the fluid is pushed in a tangential and radial direction by the centrifugal force. This force acting inside the pump is the same one that keeps water inside a bucket that is rotating at the end of a string. Figure 4.42 depicts a side cross-section of a centrifugal pump indicating the movement of the liquid.
4.8.4 Conversion of kinetic energy to pressure energy
The key idea is that the energy created by the centrifugal force is kinetic energy. The amount of energy given to the liquid is proportional to the velocity at the edge or vane tip of the impeller. The faster the impeller revolves or the bigger the impeller is, then the higher will be the velocity of the liquid at the vane tip and the greater the energy imparted to the liquid.
This kinetic energy of a liquid coming out of an impeller is harnessed by creating a resistance to the flow. The first resistance is created by the pump volute (casing) that catches the liquid and slows it down. In the discharge nozzle, the liquid further decelerates and its velocity is converted to pressure according to Bernoulli’s principle.
Pump curves relate flow rate and pressure (head) developed by the pump at different impeller sizes and rotational speeds. The centrifugal pump operation should conform to the pump curves supplied by the manufacturer. In order to read and understand the pump curves, it is very important to develop a clear understanding of the terms used in the curves.
4.8.5 Cavitation
In designing any installation in which a centrifugal pump is used, careful attention must be paid to check the minimum pressure, which will arise at any point. If this pressure is less than the vapor pressure at the pumping temperature, vaporization will occur and the pump may not be capable of developing the required suction head. Moreover, if the liquid contains gases, these may come out of solution giving rise to packets of gas. This phenomenon is known as cavitation and may result in mechanical damage to the pump as the bubbles collapse. The onset of cavitation is accompanied by a marked increase in noise and vibration as the bubbles collapse, and a loss of head.
4.9 Positive-displacement pumps
Positive-displacement pumps are another category of pumps. Types of positive-displacement pumps are reciprocating, metering, and rotary pumps. Positive-displacement pumps operate by forcing a fixed volume of fluid from the inlet pressure section of the pump into the discharge zone of the pump. These pumps generally tend to be larger than equal-capacity dynamic pumps. Positive-displacement pumps frequently are used in hydraulic systems at pressures ranging up to 5000 psi. A principal advantage of hydraulic power is the high power density (power per unit weight) that can be achieved. They also provide a fixed displacement per revolution and, within mechanical limitations, infinite pressure to move fluids.
4.9.1 Rotary pumps
All rotary pumps have rotating parts, which trap the fluid at the inlet (suction) port and force it through the discharge port into the system. Gears, screws, lobes, and vanes are commonly used to move the fluid. Rotary pumps are positive displacement of the fixed displacement type. Rotary pumps are designed with very small clearances between rotating parts and stationary parts to minimize slippage from the discharge side back to the suction side. They are designed to operate at relatively moderate speeds. Operating at high speeds causes erosion and excessive wear, which results in, increased clearances.
There are numerous types of rotary pumps and various methods of classification. They may be classified by the shaft position—either vertically or horizontally mounted; the type of drive—electric motor, gasoline engine, and so forth; their manufacturer’s name; or their service application. However, classification of rotary pumps is generally made according to the type of rotating element. A few of the most common types of rotary pumps are discussed in the following paragraphs.
Gear pumps
Gear pumps are classified as either external or internal gear pumps. In external gear, pumps the teeth of both gears project outward from their centers. External pumps may use spur gears, herringbone gears, or helical gears to move the fluid. In an internal gear pump, the teeth of one gear project outward, but the teeth of the other gear project inward toward the center of the pump. Internal gear pumps may be either centered or off-centered.

Gear pump
External-gear pumps are used for flow rates up to about 400 m3/hr working against pressures as high as 170 atm. The volumetric efficiency of gear pumps is in the order of 96 percent at pressures of about 40 atm but decreases as the pressure rises.

Internal gear pump
In the internal-gear pump a spur gear, or pinion, meshes with a ring gear with internal teeth. Both gears are inside the casing. The ring gear is coaxial with the inside of the casing, but the pinion, which is externally driven, is mounted eccentrically with respect to the center of the casing. A stationary metal crescent fills the space between the two gears. Liquid is carried from inlet to discharge by both gears, in the spaces between the gear teeth and the crescent.
Lobe pumps
In principle the lobe pump is similar to the external gear pump; liquid flows into the region created as the counter-rotating lobes unmesh. Displacement volumes are formed between the surfaces of each lobe and the casing, and the liquid is displaced by meshing of the lobes. Relatively large displacement volumes enable large solids (nonabrasive) to be handled. They also tend to keep liquid velocities and shear low, making the pump type suitable for high viscosity, shear-sensitive liquids.
The choice of two or three lobe rotors depends upon solids size, liquid viscosity, and tolerance of flow pulsation. Two lobes handle larger solids and high viscosity but pulsates more. Larger lobe pumps cost 4-5 times a centrifugal pump of equal flow and head.

Lobe pump
Screw pumps
A most important class of pump for dealing with highly viscous material is the screw pump. Designs employing one, two and three screws are in use.
Multiple screw pumps operate as follows:
- The displacement volume is opened at the suction as the counter-rotating screws unmesh
- Subsequent meshing of the screws produces a displacement volume bounded by the thread roots, the thread flanks, and the pump casing
- Continued rotation of the screws translate the displacement volume to the pump discharge
- At the pump discharge the volume is displaced by the meshing of the screw ends
In single screw pumps, the fluid is sheared in the channel between the screw and the wall. Flow is produced because of viscous forces. Pressures achieved with low viscosity materials are negligible.

Screw pump
4.9.2 Reciprocating pumps
Reciprocating pumps operate by displacing a fixed volume through the reciprocating motion of either a piston, a diaphragm, or a bellows. In the simplest example, a piston is drawn back in a closed chamber, creating a vacuum which draws in a fixed volume of fluid. The piston then moves forward and expels the fluid. In this way, by either controlling the stroke length of the piston or the piston stroking speed, accurate flow control can be achieved. The reciprocating motion can be supplied by a motor driven eccentric or a liner magnetic drive (solenoid).
Piston pumps typically require seals or close clearances around the piston to operate accurately. This introduces the problems of seal and piston wear, contamination of the pumped fluid by wear particles, and limitations on the material selections for optimum chemical resistance.
The simplest form of the piston pump is the syringe pump, which is designed to accurately meter up to the volume of one full stroke of the syringe. By accurately stepping the piston on a syringe pump, very accurate flow rates in microliters can be obtained. The major disadvantage of this type of pump is that once the syringe is empty, the refill period allows no flow from the pump. Thus, a syringe pump is not suitable in continuous metering applications.
Diaphragm metering pumps eliminate some of the disadvantages of piston style pumps by replacing the piston with a flexible diaphragm. Because the diaphragm is sealed by clamping around the edge, the pump uses no dynamic seals, which can wear, eliminating leakage or contamination of the pumped fluid.
They may be single-cylinder or multi-cylinder design and of the following three types:
- Piston pumps
- Plunger pumps
- Diaphragm pumps

Operation of a liquid diaphragm pump
Diaphragm pump
The diaphragm pump has been developed for handling corrosive liquids and those containing suspensions of abrasive solids. It is in two sections separated by a diaphragm of rubber, leather, or plastics material. In one section, a piston or plunger operates in a cylinder in which a non-corrosive fluid is displaced. The movement of the fluid is transmitted by means of flexible diaphragm to the liquid to be pumped. The only moving parts of the pump that are in contact with the liquid are the valves, and these can be specially designed to handle the material. In some cases, the movement of the diaphragm is produced by direct mechanical action, or the diaphragm may be air actuated.

Diaphragm pump
4.10 Agitation equipment
Liquids are agitated for a number of purposes, depending on the objectives of the process. These include:
- Suspending solid particles
- Blending miscible liquids
- Dispersing a gas through the liquid in the form of small bubbles
- Dispersing a second liquid, immiscible with the first, to form an emulsion or suspension of fine drops
- Promoting heat transfer between the liquid and a coil or jacket
4.10.1 Static or inline mixers
Static mixers consist of a series of mixing elements arranged axially in a pipe or duct and are widely used in the process industry for a large variety of mixing applications. The energy for mixing is derived from the kinetic energy of the fluid stream. Hence, there is an increase in the pressure drop relative to that of empty pipes.
There are several advantages to static mixers:
- No moving parts
- Simple construction
- Lower capital and operating costs
- Lower energy requirements
- Narrow residence time distributions
The main disadvantages of static mixers are increased pressure drop and fouling problems. Though there are numerous static mixer designs, only two of the more common designs are shown below.
Helical mixers
Helical mixers are comprised of a series of mixing elements with the leading edge of one element being perpendicular to the trailing edge of the previous. Each mixing element is a metal or polymeric ribbon with a 180 degree helical twist that measures approximately one and a half pipe diameters in length. These mixers can be used for laminar, transitional, and turbulent flow applications and are suitable for most blending and dispersion processes involving liquids and gases. The mixing elements can be permanently mounted inside a tube or removable to allow for frequent cleaning and inspection.

Helical mixer
High Efficiency Vortex (HEV) mixers
High Efficiency Vortex (HEV) mixers consist of a series of baffles or tabs inclined relative to one another and at an angle relative to the pipe axis. The mixer elements are rotated by 90 degrees and arranged successively in the pipe. This design can be used in all turbulent-flow mixing applications regardless of line shape or size, and has pressure losses 75% less than conventional static mixers. Mixing is achieved by controlled vortex structures generated by the baffle geometry that requires a mixer length less than 2 pipe diameters. Typical applications include low-viscosity liquid-liquid blending processes, as well as gas-gas mixing.

HEV mixer
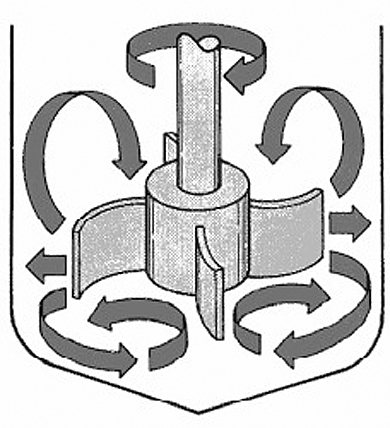
4.10.2 Dynamic mixers
A dynamic mixer consists of an impeller, mixer shaft, support structure, gear or bearing housing, and a motor. Though side-entry and bottom-entry mixers are occasionally used, most mixers are top-mounted (shown to the left) with the motor and support housing located above the fluid level. The motor power required for proper mixing can range from less than 1 hp for small vessels containing low viscosity fluids to more than 5000 hp when mixing viscous fluids in large vessels. The extent to which fluid mixing occurs is controlled by the design, size, location, and speed of rotation of the impeller. Some of the more common metal fabricated impeller designs are shown below, but other highly efficient designs that incorporate advanced composites are also widely used in industry.

Dynamic mixer
Marine and pitched blade impellers
The marine impeller (left) is the classical design used for axial mixing. This design, often pitched for downward pumping action, provides a uniform discharge and is most often used with low viscosity fluids (less than 1,000 centipoises). In most cases, vessel baffling is required for the optimal performance of this impeller design. A similar design is the pitched blade impeller (right). This design produces axial flow and is well suited for applications requiring high speeds to disperse liquid/solid mixtures in non-baffled vessels.

Marine impeller
Curved and straight blade impeller
The curved blade or backswept turbine (left) is used with highly viscous mixtures where power consumption is a concern or with liquid/brittle solid mixtures. The straight blade turbine (right) is designed for gas/liquid applications requiring high shear at high speeds. Frequently, these two designs produce radial fluid flow and require vessel baffling to achieve optimum performance.
Curved blade impeller
Helical impellers
Helical impellars are used in applications involving highly viscous fluids, such as polymer melts and carmalized sugars. These designs incorporate outer (left and right) helical bands with minimal vessel wall clearance to achieve axial flow at low agitator speeds. In order to further enhance the axial flow patterns of non-Newtonian fluids, an additional inner helical flight with opposite handedness is attached to the impeller shaft (left). The inner flight produces downward pumping action, while the outer flight pumps in the upward direction.

Helical blade impeller
Anchor impeller
The anchor impeller design (left) is best suited for mixing of high viscosity fluids. The design produces radial flow at low speeds. These types of impellars often incorporate wipers that remove material from the vessel walls during agitation, which enhances heat transfer.

Anchor blade impeller
No comments:
Post a Comment